

網址:www.hlbyq.net
地址:滑縣八里營鄉康莊村
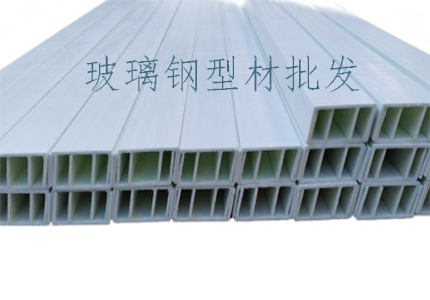
玻璃鋼拉擠型材拉出速度是多少?
發布:kbsfhcl瀏覽:66次
在玻璃鋼拉擠模具的生產與應用中,玻璃鋼拉擠型材的拉出速度是一個關鍵參數,它對生產效率、產品質量等方面都有著重要影響。
一般來說,玻璃鋼拉擠型材的拉出速度范圍在0.1 - 2.5米/分鐘之間,具體的拉出速度會受到多種因素的綜合影響。
首先,原材料的特性起著決定性作用。不同類型的樹脂基體固化速度不同,這就直接影響了型材的拉出速度。例如,不飽和聚酯樹脂固化速度相對較快,在滿足工藝要求的前提下,可能允許較高的拉出速度;而環氧樹脂固化速度相對較慢,為了保證樹脂充分固化,拉出速度就需要適當降低。
同時,增強材料的種類和含量也會影響型材的強度和剛性,進而影響拉出速度。如果增強材料分布不均勻或含量過高,可能導致型材內部應力較大,過快的拉出速度容易使型材出現變形、開裂等問題。
模具設計也與拉出速度密切相關。模具的型腔尺寸、表面粗糙度以及內部流道的設計,都會影響材料在模具內的流動阻力。如果模具型腔設計不合理,材料流動不暢,就需要降低拉出速度以保證型材的成型質量。例如,模腔內部的倒角如果過小,會增加材料的流動阻力,此時就需要適當減慢拉出速度。
生產工藝中的溫度和壓力控制同樣對拉出速度有重要影響。合適的溫度和壓力能夠保證樹脂充分浸漬增強材料并順利固化。當溫度過高或壓力不足時,可能導致樹脂固化不完全或型材內部存在氣泡等缺陷,這時就需要降低拉出速度,以確保在現有工藝條件下能夠生產出合格的產品。
成型設備的性能也會限制拉出速度。不同類型的拉擠機,其機械性能和控制系統的精度不同,所能達到的最大拉出速度也有所差異。臥式拉擠機和立式拉擠機在拉出速度上各有特點,且設備的穩定性和可靠性也會影響實際的拉出速度。
玻璃鋼拉擠型材的拉出速度需要綜合考慮原材料、模具設計、生產工藝以及成型設備等多方面因素,通過不斷的試驗和優化,才能確定出最適合的拉出速度,以實現生產效率和產品質量的平衡。
- 上一篇:玻璃鋼拉擠型材低收縮的原因
- 下一篇:玻璃鋼拉擠型材生產流程是怎樣的?