

全國咨詢熱線:15544038000
郵箱:kbsfrp@163.com
網址:www.hlbyq.net
地址:滑縣八里營鄉康莊村
網址:www.hlbyq.net
地址:滑縣八里營鄉康莊村
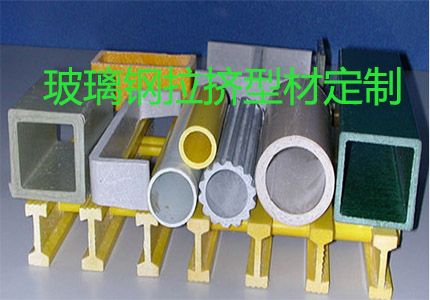
拉擠型材表面出現白線的原因
發布:kbsfhcl瀏覽:67次
在拉擠型材的生產過程中,表面出現白線是一個令生產者頗為頭疼的問題,這不僅影響型材的外觀質量,還可能暗示著潛在的工藝缺陷。深入探究,引發這一現象的原因是多方面的。
樹脂體系是首要考量因素。一方面,若樹脂與固化劑混合不均勻,在拉擠成型過程中,局部固化速率不一致,就容易產生白線。比如,人工攪拌樹脂與固化劑時,攪拌時間不足、速度不均,導致部分區域固化過快,樹脂未能充分浸潤纖維,從而在型材表面形成顏色和質地與周邊不同的白線。另一方面,樹脂本身質量不佳,含有雜質或水分,在固化時雜質聚集或水分揮發形成微小空隙,也會呈現為白線。
纖維材料同樣不容忽視。當纖維含量過高或分布不均時,型材某些部位樹脂相對較少,無法完全包裹纖維,使得纖維在表面局部暴露,表現為白色線條狀。此外,纖維在進入模具前若受潮,水分在高溫拉擠環境下汽化,沖破樹脂層逸出,也會造成表面白線現象,并且還可能伴隨氣泡產生。
模具狀況對型材表面質量有著關鍵影響。模具型腔表面若有損傷、劃痕或光潔度不夠,在拉擠過程中,樹脂流動受阻,纖維受力不均,型材表面就會出現與模具缺陷對應的白線痕跡。而且,模具的溫度控制不當,局部過熱或過冷,會使樹脂固化過程紊亂,也容易引發白線問題,過熱區域樹脂可能提前固化,阻礙后續樹脂均勻填充,過冷區域則樹脂流動性差,無法良好成型。
再者,拉擠工藝參數不合理也會誘發白線。牽引速度過快,樹脂在型腔內沒有足夠時間充分浸潤纖維、均勻固化,就被快速拉出模具,致使表面出現缺陷;而固化溫度和時間設置偏差,不能適配樹脂特性,同樣會導致固化不完全或過度,進而產生白線。
綜上所述,要解決拉擠型材表面白線問題,需從樹脂、纖維、模具以及工藝參數等多方面精準排查,精細調控,確保每一個環節都精準無誤,才能生產出表面光潔、質量優良的拉擠型材。
- 上一篇:復合材料在醫療設備領域的獨特應用與潛力
- 下一篇:拉擠型材:膜腔斷裂問題的“克星?”